 |
| About Bioline | All Journals | Testimonials | Membership | News |
|
||||||
|
||||||
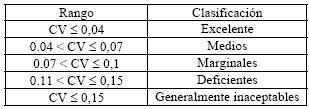
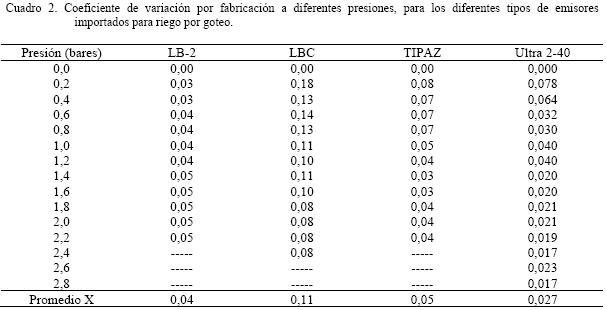
Evaluación del comportamiento hidráulico de varios emisores importados para riego por goteo Evaluation of the hydraulic performance of several imported emitters for drip irrigation Gil, José Alexander; Khan, Luis y Hernández, Ramiro Departamento de Ingeniería Agrícola, Escuela de Ingeniería Agronómica, Universidad de Oriente. Campus Los Guaritos. Avenida Universidad, Maturín, estado Monagas. Telefax: 0291-6521192. E-mail: jalexgil@cantv.net Code Number: cg02008 RESUMEN En el presente trabajo se evaluó el comportamiento hidráulico de varios emisores importados para riego por goteo. Este experimento se llevo a cabo en el Laboratorio de Riego y drenaje del Departamento de ingeniería Agrícola de la universidad de Oriente, donde se tomaron como objetivos principales los siguientes: i) determinar las características hidráulicas de los goteros, estimando los parámetros que mejor expliquen su funcionamiento: relación caudal vs. presión y ii) determinar el coeficiente de variación por fabricación de los diferentes modelos de emisores. Los goteros evaluados fueron: Gotero Ultra 2-40; Gotero LB2; Gotero LBC2 y Gotero Tipaz. Entre los resultados obtenidos se observo una correlación alta para las relaciones caudal vs. presión. En cuanto al coeficiente por fabricación, los emisores LB2 y Ultra 2-40, resultaron los mejores con valores de 0,04 y 0,027 respectivamente, lo que los califica según Goldberg como excelentes. Palabras claves: Riego por goteo, comportamiento hidraulico ABSTRACT The present work was evaluated the hydraulic performance of several import emitters to trickle irrigation. This experiment carried out in the Laboratory of Irrigation and drainage of the Department of Agricultural Engineering of the University of East, where was studied as main objectives the following: i) determine the hydraulic characteristics of the drippers, estimating the parameters that better explained their operation: relationship flow vs. pressure and ii) determine the variation coefficient for production of the different models of emitters. The valued drippers were: Drip Ultra 2-40; Drip LB2, Drip LBC2 and Drip Tipaz. Among the obtained results was observed a high correlation for the relationships flow vs. Pressure. As for the coefficient for production, the drippers LB2 and Ultra 2-40, they were the best respectively with values of 0.04 and 0.027, what qualifies them according to Goldberg as excellent. Key words: Drip irrigation, hydraulic performance INTRODUCCIÓN Los emisores son las estructuras hidráulicas a través de las cuales, el agua sale del interior de los sistemas de riego presurizado hacia el ambiente. Su importancia es fundamental, pero adquiere una relevancia mucho mayor en los sistemas de riego localizado y conocer acerca de su comportamiento hidráulico permitiría hacer ajustes necesarios en la operación del sistema de acuerdo a las necesidades requeridas. La evaluación del comportamiento hidráulico permite determinar la relación presión-caudal y el coeficiente de variación por fabricación de los emisores, parámetro influyente en el coeficiente de uniformidad de los sistemas de riego y en consecuencia en su eficiencia. El caudal que descarga un emisor está relacionado con la presión hidráulica existente a su entrada por la ecuación: q = kd x hx donde: q = Caudal del emisor kd = Constante o coeficiente de descarga característico del emisor, equivalente al caudal a una presión de 1m de columna de agua. h = Presión hidráulica de entrada del agua en el emisor (m.c.a.) x = exponente de descarga, caracterizado por el régimen de flujo dentro del emisor (Rodrigo et at., 1997). Los valores de kd y x son característicos de cada tipo de emisor. Con frecuencia los fabricantes sólo informan acerca de un punto de la ecuación del emisor, pero debe exigírseles que proporcionen la ecuación con los valores numéricos de kd y x, así como el entorno de trabajo, o por lo menos la curva caudal – presión. (Pizarro, 1990). El coeficiente de variación por fabricación (CVF) es un término estadístico característico, y depende del diseño del emisor, de los materiales utilizados en su fabricación y del cuidado y tolerancias admitidas en el proceso de la misma, su valor varía de 0.02 a 0,20 (Pérez, 1982). Según Keller (1980), el CVF es uno de los factores que más afecta el funcionamiento de los emisores. En función del coeficiente de variación (CV) por fabricación, los goteros, miniaspersores y difusores se pueden clasificar en (Goldberg, 1974):
Existe en la actualidad, una extensa gama de goteros fabricados e importados en el país, en respuesta al desarrollo y expansión del riego por goteo; sin embargo, siguen desarrollándose nuevos tipos de goteros, con tecnología de vanguardia y con principios de funcionamiento diferentes entre si a los ya existentes. Estos goteros son distribuidos en el país por empresas o casas comerciales, las cuales manejan muy poca información, especialmente acerca de su coeficiente de variación, probablemente porque algunas fábricas no lo reportan. Por esta razón es necesaria la evaluación de la calidad y su comportamiento hidráulico. Los objetivos del presente trabajo fueron: i) evaluar la calidad de fabricación de diferentes tipos de goteros importados y ii) Determinar las curvas o ecuaciones que relacionan el caudal con las presiones de operación de los emisores. MATERIALES Y MÉTODOS Ubicación: La experiencia se llevó a cabo en una toma
de agua que se encuentra ubicada dentro del Laboratorio de Riego y Drenaje del
Departamento de Ingeniería Agrícola de
Materiales Utilizados: Durante el ensayo se utilizaron los siguientes materiales:
En el experimento se utilizó una carga
hidráulica promedio de 2,2 bares, proveniente del acueducto, la cual aseguró la
presión deseada para los diferentes tratamientos del ensayo. De la toma se
derivó una tubería conductora de ½
pulgada de diámetro, la cual terminaba en una válvula de paso, donde se
conectaron las diferentes tuberías sometidas a estudio. Previo a estas
conexiones se instaló un filtro de malla de 80 mesh
de ¾ pulgadas, para reguardar la
integridad física y evitar obstrucciones en los emisores. Antes de la válvula
de paso se conectó un regulador de presión del sistema, para garantizar la
uniformidad de aplicación de agua y un manómetro tipo Bourdon
de 4,0 bares de capacidad y precisión de 0,02; esto con el fin de realizar las
mediciones deseadas para cada una de las presiones requeridas. En los sistemas
de fertirrigación estos medidores deben instalarse
antes y después del tanque fertilizante, para controlar por presión el paso de
nutrimentos que se inyectan a la red, también se instalan después de los
filtros ya que nos indican si la red de distribución está trabajando a la
presión de diseño o si se requieren limpiar los filtros. Se instalan también en
las conexiones de la tubería secundaria a la principal y en algunas líneas
regantes que se esté observando su comportamiento. Los diferentes modelos de
goteros evaluados fueron insertados en mangueras de Coeficiente de variación por fabricación: En el proceso de fabricación de emisores es
imposible obtener productos exactamente iguales, por lo que se puede esperar
alguna variación en el caudal a una presión de referencia, desde una unidad de
emisor a otra; por lo tanto, para que exista una uniformidad de riego
aceptable, la variación en la fabricación debería ser la menor posible. La
calidad de esta variación, viene dada por el coeficiente de variación por
fabricación (CV). En la medida en que las variaciones entre piezas son mayores,
la calidad de fabricación disminuye, el coeficiente de variación por
fabricación viene a ser un indicativo de la calidad de los goteros. Para la
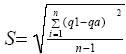
determinación del coeficiente de variación, se realizaron varias mediciones de
los caudales por punto de emisión a una presión de referencia, con una muestra
representativa de emisores que variaba de
donde: q1 = caudal del emisor qa = caudal promedio n = numero de emisores S = Desviación típica o normal El coeficiente de variación por fabricación (CV), se obtuvo al dividir la desviación típica o normal promedio de los emisores como sigue:
Curvas caudal vs. presión: Para determinar estas curvas se tomaron
muestras representativas de los diferentes tipos de goteros, los cuales fueron
sometidos a diferentes presiones, a fin de obtener los caudales
correspondientes a cada presión. El caudal se determinó a través del método
volumétrico, para ello los goteros fueron colocados en grupos de cinco,
distanciados a
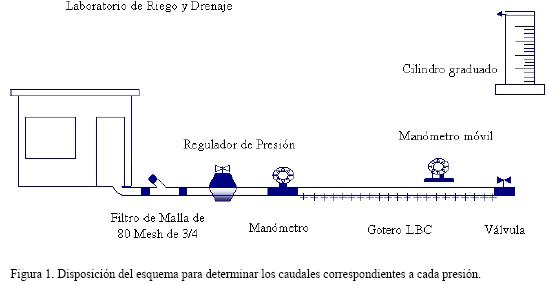
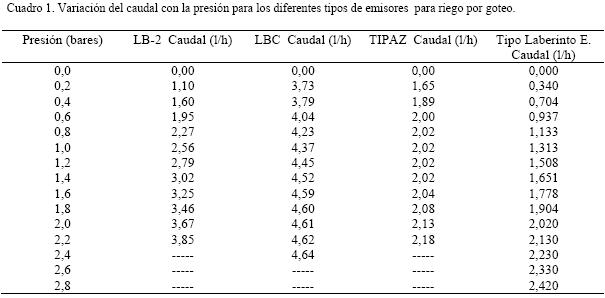
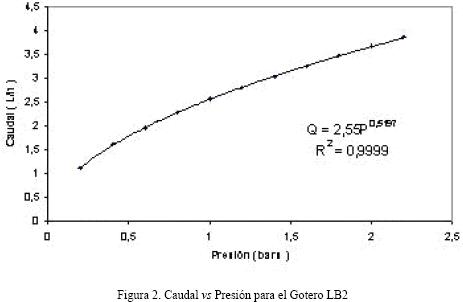
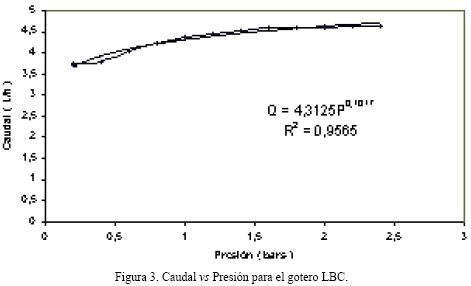
Este procedimiento se llevó a cabo para cada una de las presiones que se establecieron y que fueron controladas mediante el regulador de presión. Con los caudales medidos y las presiones utilizadas se graficaron las curvas caudal vs. presión. La disposición del esquema puede verse en la figura 1. Mediante un análisis de regresión se obtuvo la ecuación correspondiente para cada uno de los modelos evaluados. La curva de regresión geométrica responde a la siguiente expresión: q = kd * hx donde: q = caudal del emisor en l/h kd = coeficiente de descarga del emisor que le caracteriza. H = presión de entrada del agua en el emisor. x = exponentes de descarga que depende del régimen de flujo dentro del emisor. Cuando kd y x no vienen dados por el fabricante, pueden ser determinados como se explico anteriormente. RESULTADOS Y DISCUSIÓN Curvas Caudal vs. Presión para el gotero LB2: En el cuadro 1, se muestra la variación del caudal debido a la presión, observándose valores que van desde un mínimo de 1,10 l/h para una presión de 0,2 bares hasta un máximo de 3,85 l/h para una presión de 2,2 bares. Esto es indicativo de que la variación del caudal a medida que la presión aumenta no es tan marcada para este modelo, mostrando una menor variabilidad a partir de 1,0 bares. Puesto que el caudal aumenta proporcionalmente con el aumento de la presión, existe una correlación altamente significativa entre dichas variables, siendo el coeficiente de correlación para este caso de r = 0,999 es decir el 99,9 por ciento de la variación del caudal se debe a la influencia de la presión en el modelo. La curva caudal vs. presión para el gotero LB2 se muestra en la figura 2, pudiéndose observar que a medida que aumenta la presión aumenta el caudal, ajustándose a la siguiente ecuación: Q = 2,55 H 0,52 El valor del exponente de descarga X = 0,52; para el gotero LB2 nos da una idea de la sensibilidad de este modelo a las variaciones de presión, pudiéndose ésta caracterizar como un emisor de régimen turbulento o de nivel de compensación medio. Coeficiente de variación por fabricación para el goteo LB2: El coeficiente de variación por fabricación para este modelo, varió desde 0,03 para la presión de 0,2 bares, hasta 0,05 para la presión de 2,2 bares como lo reporta el cuadro 2. Es de hacer notar que el promedio general de los valores obtenidos para las once presiones diferentes, resulto ser 0,04; lo que califica a este gotero según Goldberg como un gotero excelente. En el cuadro 2, también se nota una tendencia definida de los valores del coeficiente de variación por fabricación con respecto a las variaciones de presión, es decir, a medida que las presiones son mayores se incrementan los coeficientes de variación, pero manteniéndose bastante uniforme alrededor del valor promedio. Curvas Caudal vs. Presión para el Gotero LBC: La variación del caudal, por efecto de la variación de la presión para este modelo, se muestra en el cuadro 1, observándose valores que van desde 3,73 L/h para una presión de 0,2 bares, hasta 4,64 L/h para una presión de 2,4 bares. En el mismo cuadro es evidenciable que el caudal aumenta en una proporción muy baja con el incremento de la presión, demostrando así, la alta compensación de este gotero. Es de hacer notar que a partir de 1,6 bares de presión, este modelo funciona como autocompensante. El alto grado de compensación del gotero LBC, se refleja en el valor del exponente de descarga X = 0,10 proveniente de la ecuación obtenida: Q = 4,31 H0,10 En la figura 3 se muestra la curva caudal vs. presión para este emisor, observándose que existe una interacción positiva entre las variables siendo el coeficiente de correlación r = 0,09565, es decir la variación de presión influye directamente en un 95,65 por ciento de la variación del caudal. Coeficiente de variación por fabricación para el gotero LBC: Los distintos valores del coeficiente de
variación por fabricación para el gotero LBC para
cada una de las presiones establecidas, se reportan en el
cuadro 2; es de hacer
notar que dichos valores descienden desde 0,18 para una presión de 0,2 bares
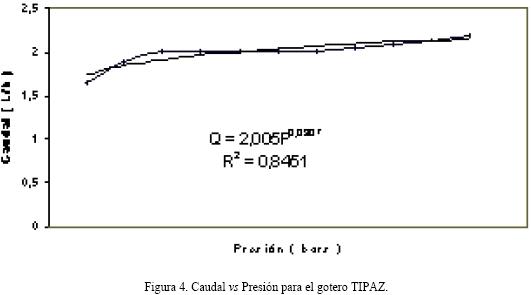
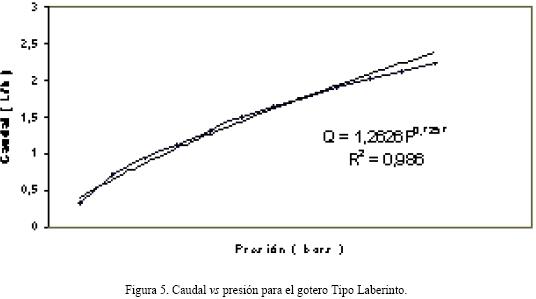
hasta 0,08 para presiones que van de Curva Caudal vs. Presión para el Gotero TIPAZ: Los caudales obtenidos para las distintas presiones establecidas en este caso se muestran en el cuadro 1. los valores de dichos caudales varían desde 1,65 l/h para una presión de 0,2 bares, hasta 2,18 l/h para 2,2 bares de presión. Al igual que el gotero LBC las variaciones del caudal para el TIPAZ son poco marcadas y de muy baja proporción, esto se debe al alto poder de compensación que posee, lo cual se puede comprobar claramente al observar la ecuación del gotero, donde el valor del exponente de descarga X = 0,09. En el cuadro 1 se observa que desde 0,6 bares hasta 1,6 bares, el gotero TIPAZ es menos sensible a los cambios de presión, es decir, en dicho rango posee una compensación mas alta; la ecuación obtenida mediante el análisis de regresión, resultó ser: Q = 2.00 H0,09 En la figura 4, se muestra el desarrollo de esta ecuación y se nota en este caso que las variables Caudal - Presión, también están correlacionadas positivamente con un coeficiente de correlación r = 0,8451; que es un valor altamente significativo, es decir, el 84,51 por ciento de la variación del caudal se debe a la inclusión de la presión en el modelo. Coeficiente de variación por fabricación para el Gotero TIPAZ: Como se puede observar en el cuadro 2, se nota una tendencia a descender en los valores obtenidos de coeficiente de variación por fabricación para este modelo. Los valores en este caso están comprendidos entre 0,08 para una presión de 0,2 bares y 0,03 para las presiones de 1,4 y 1,6 bares. El valor del promedio general de este coeficiente para las diferentes presiones fue de 0,05 lo que indica, que la variación por manufactura de este gotero, puede considerarse menor que la del gotero LBC, pero aun así el gotero TIPAZ debe calificarse como “medio” según la clasificación de Goldberg. Curva caudal vs. presión para el gotero ULTRA 2-4 tipo laberinto Marca LEGO embutido: La variación del caudal con la presión de este emisor se reporta en el cuadro 1, encontrándose valores que van desde 0,34 l/h para 0,2 bares de presión, hasta 2,42 l/h para la presión de 2,8 bares. En la figura 5, se muestra la curva caudal vs. presión para este emisor, la cual se ajusta a la ecuación Q = 1,26 H0,73 ; con un exponente de descarga de 0,73, lo que indica que es muy sensible a los cambios de presión, además es el emisor menos compensado de los cuatros modelos evaluados en este ensayo. Este gotero para que emita su caudal nominal de 2 l/h, necesita de una presión de 2 bares, lo que indica que es un emisor muy poco exigente en presión de trabajo. Por otra parte se encontró una interacción positiva entre los parámetros mencionados, con un coeficiente de correlación de 0,986, lo que muestra, que el 98,6 por ciento de la variación en el caudal se debe a la inclusión de la presión en el modelo. Coeficiente de variación por fabricación para el gotero ULTRA 2-40 tipo laberinto marca LEGO embutido: El coeficiente de variación por fabricación para este gotero varió desde 0,078 para 0,2 bares de presión, hasta 0,017 para la presión de 2,8 bares, nótese en el cuadro 2, que los valores tienden a descender con el incremento de la presión. El promedio general de variación por manufactura, para las diferentes presiones fue de 0,027; lo que indica que este emisor es calificado como excelente, dentro de la clasificación de Goldberg. CONCLUSIONES 1. Mediante el coeficiente de variación por fabricación, se pudo determinar que los mejores emisores resultaron ser: El LB2 y el ULTRA 2-40 con valores de 0,04 y 0,027 respectivamente, lo que los califica según Goldberg como excelentes. 2. De acuerdo al valor del exponente descarga, el emisor con mayor poder de compensación resulto el modelo TIPAZ con un valor de X = 0,09 y el menos compensado el ULTRA 2-40 con valor X = 0,71. 3. Los emisores con mayor sensibilidad a los cambios de presión resultaron ser: El LB2 y el ULTRA 2-40 en ese mismo orden, es decir, casi la totalidad de la variación se debe a la inclusión de la presión en el modelo. 4. Los diferentes coeficientes por fabricación resultantes para las distintas presiones establecidas es indicativo que el cambio de presión es también, una importante fuente de variación. LITERATURACITADA
The following images related to this document are available:Photo images[cg02008f1.jpg] [cg02008f2.jpg] [cg02008f5.jpg] [cg02008f3.jpg] [cg02008f4.jpg] [cg02008t2.jpg] [cg02008t1.jpg] |
| |||||||||

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}